一、前期準備與參數(shù)設定
1����、安全與環(huán)境檢查
確認電源(220V/380V)����、氣源(≥0.6MPa壓縮空氣)及冷卻水循環(huán)系統(tǒng)正常接入��,清潔設備接觸面,復位急停按鈕�����,確保安全聯(lián)鎖裝置有效����。
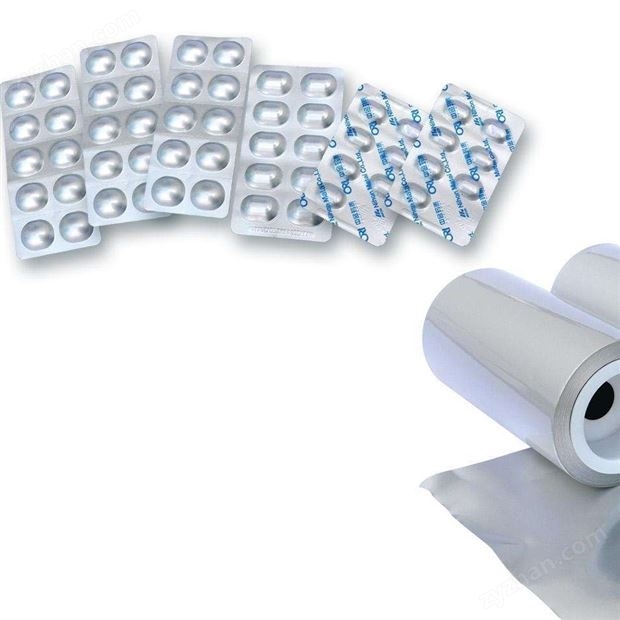
2、材料適配
選擇食品級PVC/PET基材(厚度0.2-0.3mm)及鋁箔蓋膜���,安裝至放卷工位�;更換與漱口水粘度匹配的蠕動泵或活塞泵模塊��。
二���、設備調(diào)試與校準
1���、成型參數(shù)設置
成型模具溫度:PVC加熱輥筒155-160℃,鋁箔加熱輥筒180-190℃(需根據(jù)材質(zhì)微調(diào))
壓縮空氣壓力:維持在0.4-0.6MPa,確保泡罩深度與液體容積匹配�。
2、灌裝系統(tǒng)校準
通過觸控屏設定灌裝量(如10ml/泡罩)��,執(zhí)行3次空載泵體排空消除氣泡���;安裝防滴漏噴嘴����,測試灌裝精度誤差≤±1%�。
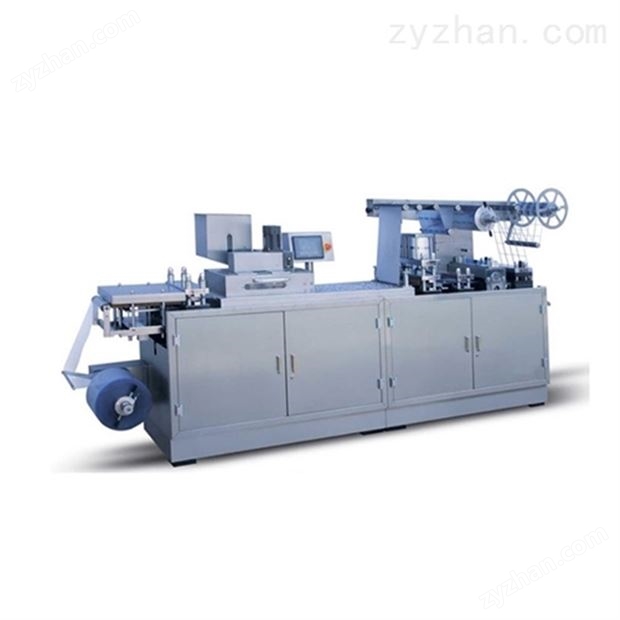
三、生產(chǎn)執(zhí)行流程
1��、自動成型與灌裝
啟動主機����,基材經(jīng)加熱軟化后由模具吹塑定制泡罩腔體(光電檢測實時監(jiān)控成型完整度)。
灌裝頭采用底充式注液減少飛濺����,同步抽排殘余空氣;稱重反饋系統(tǒng)動態(tài)修正灌裝量����。
2�����、密封與后處理
鋁箔熱封溫度控制在170-185℃(較固體包裝低5-8℃避免液體揮發(fā))��,壓力0.3-0.5MPa保障密封強度���。
激光打碼機在封合區(qū)打印批次信息(避開口腔接觸面),裁切裝置沖切成型后廢料自動回收�。
四�、質(zhì)量監(jiān)控與停機維護
1、在線檢測
視覺系統(tǒng)檢查封口完整性(無褶皺/漏液)�����、批號清晰度及泡罩充填率����;每小時抽樣檢測密封強度(≥1.5N/15mm)。
2��、故障響應與停機
出現(xiàn)灌裝偏差>±2%或熱封不良率>0.1%時自動停機報警�����,清理泵閥殘留后需執(zhí)行3次校準循環(huán)。
關(guān)機順序:先停灌裝→關(guān)主機→斷總電源→閉氣閥/水閥���;排空管路液體并拆卸接觸部件進行CIP清洗���。
五、關(guān)鍵控制點:
1����、鋁箔熱封需低溫精準控溫防止漱口水成分揮發(fā);
2�、灌裝環(huán)節(jié)必須使用食品級硅膠密封圈抗腐蝕;
3�����、廢料回收裝置需確保纏繞張力平衡�,避免泡罩膜材變形。
 手機版
手機版 制藥網(wǎng)手機版
制藥網(wǎng)手機版
 制藥網(wǎng)小程序
制藥網(wǎng)小程序
 官方微信
官方微信 公眾號:zyzhan
公眾號:zyzhan
 預告
預告  預告
預告  預告
預告